WASSERSTRAHL-
SCHNEIDEN bei Nironit
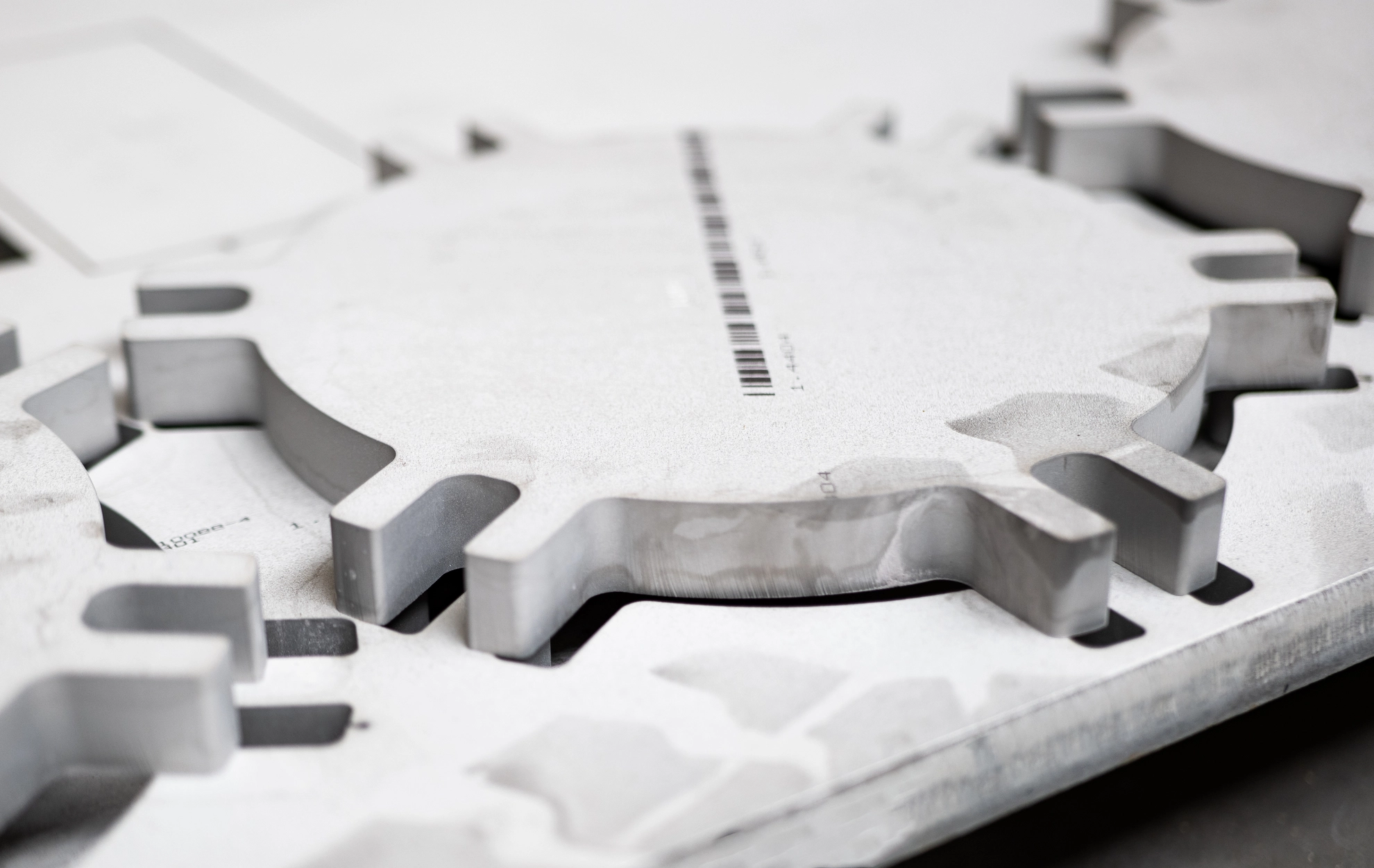
Das Wasserstrahlschneiden ist ein Verfahren, bei dem ein Hochdruckwasserstrahl gemischt mit abrasiven
Partikeln verwendet wird, um z.B. Edelstahl zu schneiden. Die präzise Steuerung des Wasserstrahls
ermöglicht die Produktion unterschiedlichster Konturen und Ausschnitte mit engsten Toleranzen. Wasserstrahlschneiden ist ein
Trennverfahren ohne thermische Einflüsse, bei dem das Material nicht verbrennt, es keine Mikrorisse
bekommt, aushärtet oder sein Gefüge verändert.
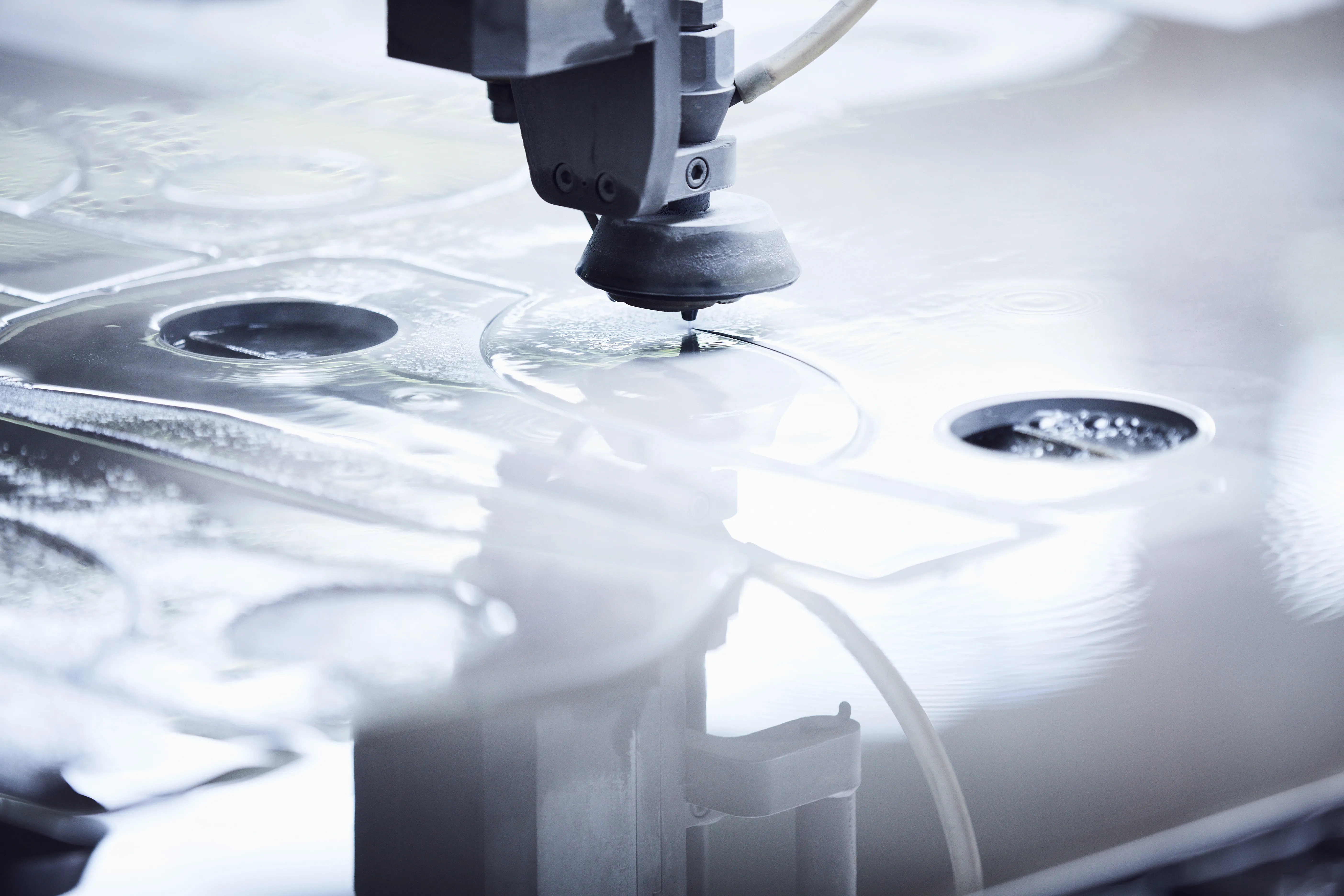
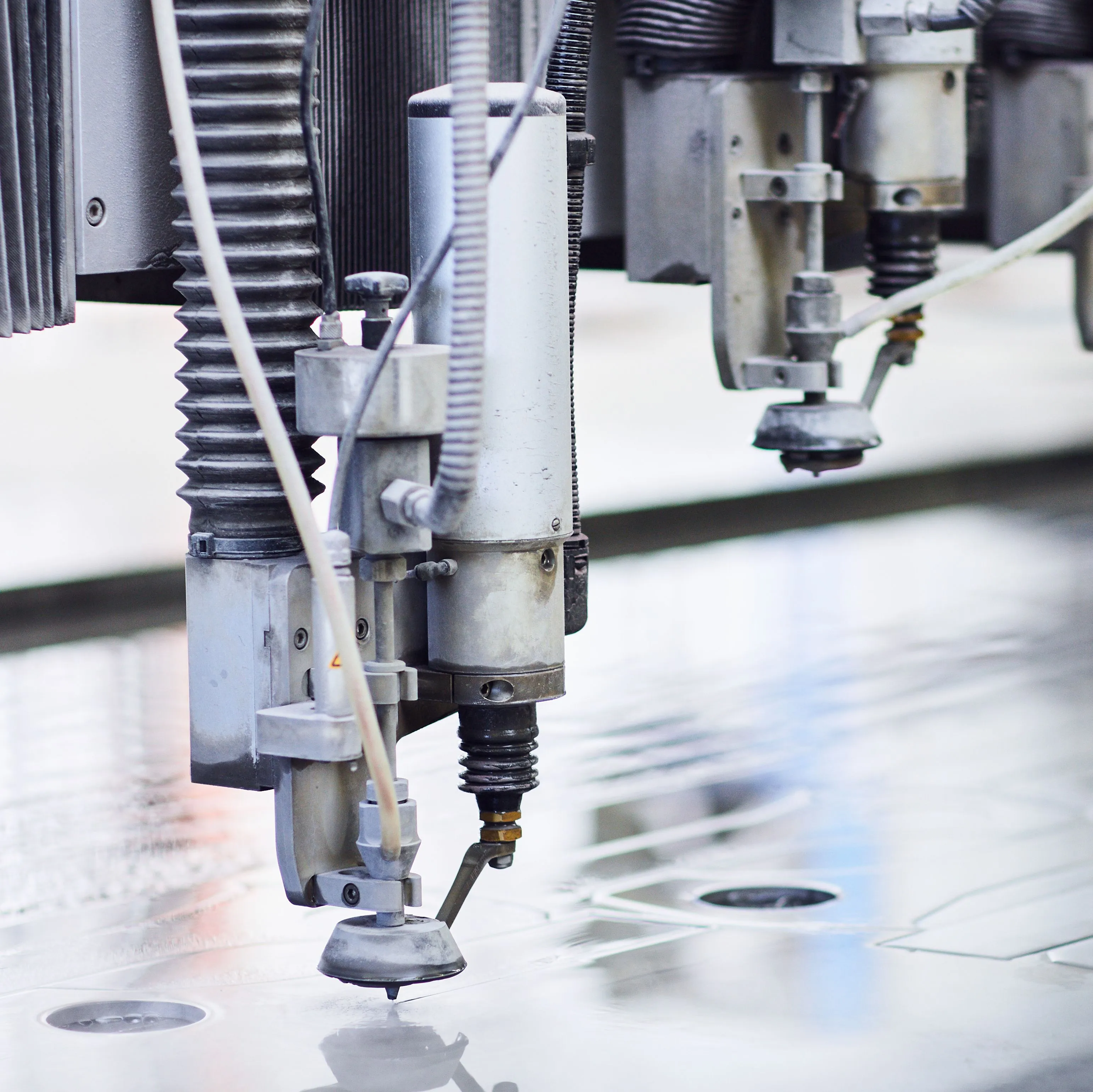
Unsere CNC-gesteuerten Wasserstrahlanlagen mit
max. 4 Schneidköpfen sind mit energieeffizienten Pumpen ausgestattet, die einen Druck von 3800 bar
erzeugen.
Ihre Vorteile
Präzise schnittkanten
hohe Oberflächengüte der Schnittkanten
hohe schneidleistung
keine Gefügeveränderung
keine Gratbildung
engste Toleranzen
Werkstücke sind in der Regel ohne Nacharbeit sofort einsetzbar


Werkstoffe
1.4000 / AISI 410S
1.4003
1.4006 / AISI 410
1.4162 / UNS S32101
1.4301 / 1.4307 / AISI 304 / 304L
1.4305 / AISI 303
1.4306 / AISI 304L
1.4313 / UNS S41500
1.4362 / UNS S32304
1.4404 / AISI 316L
1.4410 / UNS S32750
1.4435 / AISI 316L
1.4462 / UNS S31803
1.4501 / UNS S32760
1.4529 / UNS N08367
1.4539 / AISI 904L
1.4541 / AISI 321
1.4547 / UNS S31254 / 254 SMO
1.4550 / AISI 347 / 347H
1.4571 / AISI 316Ti
1.4713
1.4828 / AISI 309
1.4835 / 253 MA
1.4841 / AISI 314
1.4845 / AISI 310S
1.4878 / AISI 321H
1.4903 / ASTM A387 Gr. 91
1.4948 / AISI 304H
Generelle
Toleranzen
ab 60 mm Dicke nach Absprache. Fast senkrechter Schnitt mit geringen Neigungstoleranzen.
Dicke
bis Breite/Länge 100
Breite/Länge
100 - 1000
Breite/Länge
1000 - 2000
Breite/Länge
2000 - 6000

Perndorfer WSS4030
Schneidbereich komplett: 4000x3000 mm
Größtmögliches Rechteck: 4000x3000 mm
Kopfanzahl: 4-Köpfe
Alle Anlagen sind mit der Pumpe SERVO-JET4000 Pure mit einem Druck von 3800 bar ausgestattet. Außerdem recyceln wir das Wasser über die moderne Wasseraufbereitungsanlage HTPRS WASSERRECYCLING. Ein höchstes Maß an Energieeffizienz und Wiederverwertung sind somit die Grundsteine unserer Produktion.
WaterJet 6080Q
Schneidbereich komplett: 6000x8500 mm
Größtmögliches Rechteck: 4920x8500 mm
Kopfanzahl: 4-Köpfe
Alle Anlagen sind mit der Pumpe SERVO-JET4000 Pure mit einem Druck von 3800 bar ausgestattet. Außerdem recyceln wir das Wasser über die moderne Wasseraufbereitungsanlage HTPRS WASSERRECYCLING. Ein höchstes Maß an Energieeffizienz und Wiederverwertung sind somit die Grundsteine unserer Produktion.

Microstep MSNC500
Schneidbereich komplett: 3000x9200 mm
Größtmögliches Rechteck: 2600x9200 mm
Kopfanzahl: 2-Köpfe
Alle Anlagen sind mit der Pumpe SERVO-JET4000 Pure mit einem Druck von 3800 bar ausgestattet. Außerdem recyceln wir das Wasser über die moderne Wasseraufbereitungsanlage HTPRS WASSERRECYCLING. Ein höchstes Maß an Energieeffizienz und Wiederverwertung sind somit die Grundsteine unserer Produktion.
Es fehlt der von Ihnen
benötigte Werkstoff?
Besuchen Sie unseren Onlineshop oder
nehmen Sie
mit uns Kontakt auf:
FAQ
Wie lauten die aktuellen Schneidzeiten?
Die Lieferzeit ist stark von der Auslastung der einzelnen Maschinen abhängig und kann
variieren.
Sollten Bauteile einmal kurzfristig benötigt werden, kann dies gerne mit unseren
Vertriebsmitarbeitern besprochen werden.
Fix-Längen vom Coil fertigen wir in der Regel in 8-10 AT.
Unser aktuellen Schneid- und Lieferzeiten finden Sie hier.
Ich habe Fragen zu meiner Rechnung, an wen kann ich mich wenden?
Bei Fragen rund um die Rechnung können Sie sich an die Kollegen aus der Auftragsabwicklung wenden. Die Kontaktdaten finden Sie auf dem Lieferschein oder der Rechnung.
An wen kann ich mich mit einer Anfrage wenden?
Sie haben die Möglichkeit, direkt von unserer Homepage über das Kontaktformular eine Anfrage zu übermitteln. Die Kontaktdetails, wie Telefonnummer und E-Mailadresse, unserer Vertriebsmitarbeiter finden Sie unter dem Reiter "Über uns" -> "Team".
Wir freuen uns auf Ihre Bedarfsfälle.
Wo finde ich meine Werkszeugnisse/Zertifikate?
Unser Lagermaterial wird ausschließlich mit Zeugnissen / Zertifikaten geführt. Diese erhalten
Sie
kurzfristig nach Auslieferung ihrer Lieferung in digitaler Form. Sollten Sie einmal ein Zeugnis
nicht mit bestellt haben, so sprechen Sie uns gerne an und wir stellen es Ihnen zur Verfügung.
Sofern Zeugnisse bestellt wurden, werden diese in der Regel mit unserem Lieferschein in
digitaler Form versendet, aller spätestens jedoch mit der Rechnung.

.png)
