Découpe au laser chez Nironit
La découpe laser chez NIRONIT est synonyme de précision maximale et de résultats reproductibles, idéaux pour les applications exigeantes. Nous vous fournissons des composants provenant d'une source unique, qui peuvent être intégrés de manière fluide dans vos processus de fabrication et dans des délais de livraison courts, afin que vous receviez des composants utilisables immédiatement. Ce faisant, vous bénéficiez de l'expertise complète de NIRONIT en matière de matériaux et de notre large gamme d'aciers inoxydables et de qualités spéciales.
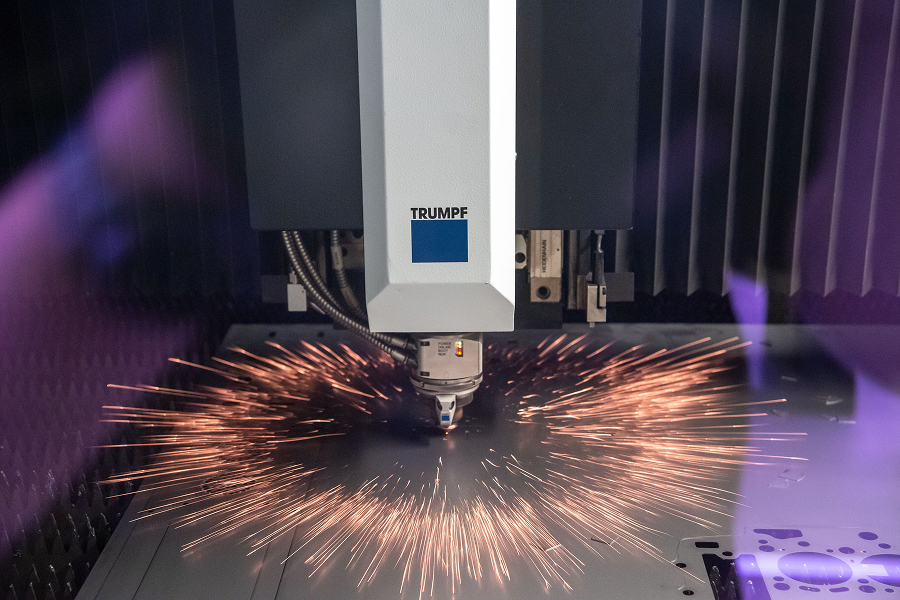


Découpes laser en acier inoxydable : précision jusqu'à 40 mm (24 kW)
NIRONIT découpe les tôles en acier inoxydable de manière rapide, propre et fiable.
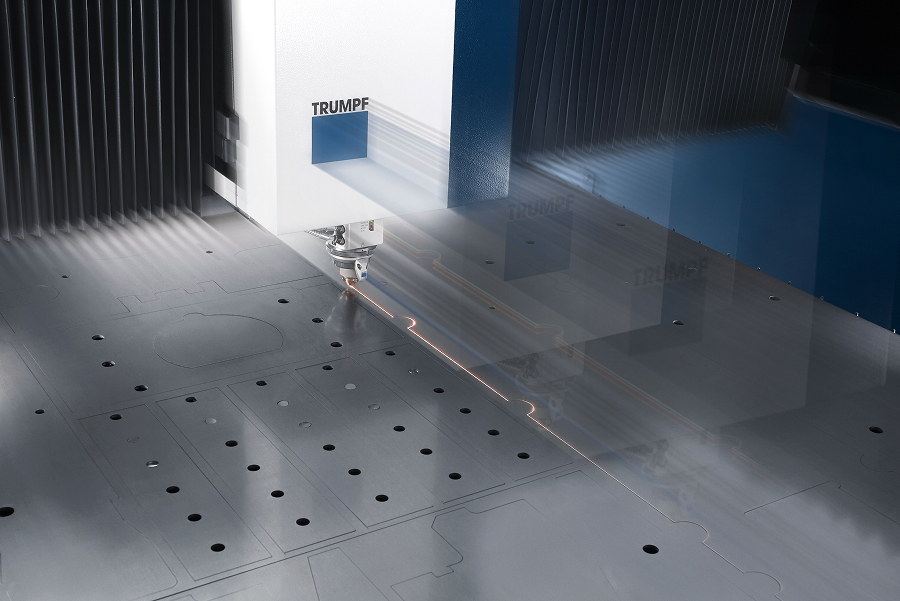
Formater jusqu'à 2 000 x 6 000 mm
des épaisseurs 0,5 à 40 mm, puissance laser 24 kW
Délai de livraison : 8-10 jours ouvrables
exprimer sur rendez-vous
matériaux
Aciers inoxydables, des matériaux standards aux matériaux spéciaux
1,4301/1,4307, 1,4016, 1,4404/1,4571, 1,4542 (PH), recto/super duplex - 1,4462, 1,4162, 1,4362, 1,4410
Nuances austénitiques fortement alliées : 1,4539, 1,4547, 1,4529
Alliages à base de nickel sur demande
données de performance
- Épaisseurs de tôle : 0,5 à 40 mm
- Taille maximale : 2000 × 6000 mm
- Puissance du laser : TruDisk 24001 de 24 kW
Source de l'image : TRUMPF SE + Co. KG (Holding), Ditzingen
Schneid- und Lieferzeiten
(Lieferzeiten können je nach Bestellung variieren.)
Qualité et processus
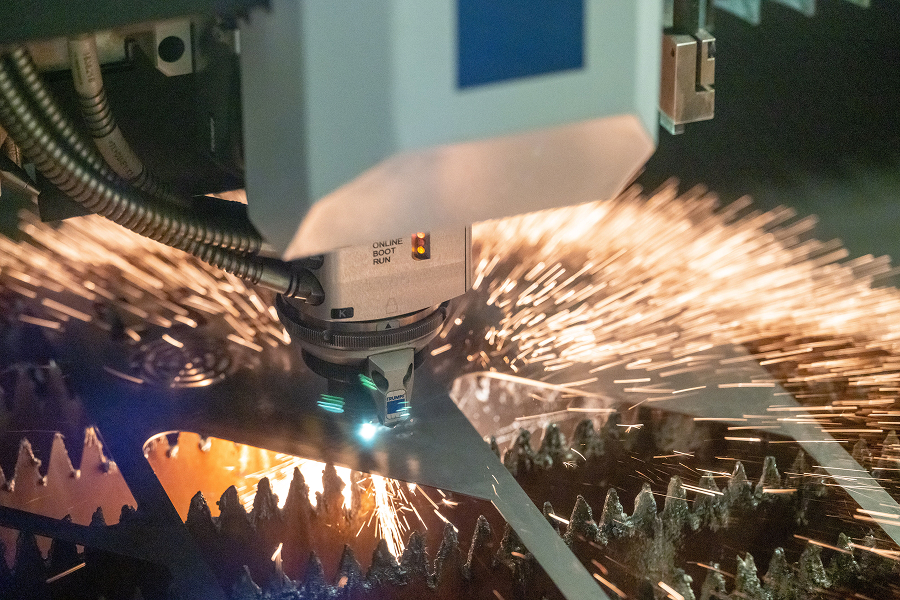
- Découpe au laser (N₂) : traitement rapide, tolérances serrées, surfaces découpées métalliques nues à mates soyeuses : particulièrement économique jusqu'à une épaisseur de matériau de 25 mm.
- Découpe laser (O2, > 25 mm) : apport de chaleur plus élevé, possibilité de ternissement ou d'oxydation de la peau, plus de retouches en fonction des besoins.
- Duplex/matériaux spéciaux : plus dur → vitesses de coupe plus faibles, les bords mats sont normaux en termes absolus Sans oxyde et d'une précision maximale à très épais Si de la tôle est requise, nous sommes heureux de tester cette alternative performante Jet d'eau. plasma Nous recommandons des coupes plus grossières et plus épaisses de 40 mm ou plus, si des retouches sont encore nécessaires.
Source de l'image : TRUMPF SE + Co. KG (Holding), Ditzingen

Contours délicats
- Diamètre de trou min. ≥ 1,0 × Épaisseur du matériau (meilleure) 1,2×)
- Largeur minimale de la bande ≥ 1,0 × épaisseur du matériau
- La gravure/l'écriture sont facilement possibles
En traitement
Redressage de rouleaux · Ébavurage · Arrondissement des bords · Chanfreinage/fraisage des bords · Fraisage/perçage · Film de protection · Marquage
Données et transfert
- formats de fichiers : DXF/DWG (de préférence), ou STEP/IGES
- Veuillez noter : Identifiez clairement les contours fermés, pas de lignes doubles, les tolérances/les chanfreins/les filets/les ajustements.
Notes claires
- L'aspect de la surface et la qualité des bords dépendent de Matériau, épaisseur et gaz de procédé off.
- Avec > 25 mm prendre conicité et crête Oui ; nous sommes d'accord avec les fonctionnalités de qualité/de test à l'avance Obligatoire depuis.
- Parties visibles avec Sans ternissement Veuillez cocher la case avant de commander. Nous sélectionnerons ensuite le processus approprié.
Source de l'image : TRUMPF SE + Co. KG (Holding), Ditzingen
Général
tolérances
épaisseur
jusqu'à 100 en largeur/longueur
largeur/longueur
100 et 1 000
largeur/longueur
Entre 1000 et 2000
largeur/longueur
Années 2000 et 6000
Comparaison : laser, jet d'eau et plasma
Lasers : rapide et précis pour les épaisseurs de tôle fines à moyennes, les tolérances serrées, l'écart de coupe étroit ; l'influence thermique est présente mais faible.
Jet d'eau : aucune zone affectée par la chaleur, précision dimensionnelle maximale, prête à être installée immédiatement ; vitesse de coupe plus lente et donc plus coûteuse que le plasma et le laser.
plasma : économique pour les très grandes épaisseurs, mais avec des tolérances plus grossières et une influence accrue des bavures et de la chaleur.
Notre conseil pratique : Laser, jet d'eau ou plasma : chaque procédé a ses points forts.
Le choix du procédé de découpe dépend fortement de vos besoins.
lasers Idéal lorsqu'il est allumé haute vitesse, précision et tolérances serrées s'applique aux tôles d'épaisseurs fines à moyennes.
Jet d'eau convient si arêtes de coupe sans oxyde, précision dimensionnelle maximale et aucune influence thermique sont décisifs.
plasma Le choix économique est-il pour Épaisseurs de matériau > 30 mmlorsque de légères réductions des tolérances et de la qualité de coupe sont acceptables.
Commencez votre demande dès maintenant
Envoyez le dessin et les exigences —
Nous procédons à une évaluation contraignante de la faisabilité, de la qualité, du prix et des délais.

FAQ
Wir streben kurze Lieferzeiten an. Eine Expresslieferung ist auf Anfrage immer möglich.
Selbstverständlich. Wir bieten umfassende Anarbeitungsleistungen wie Walzenrichten, Entgraten, Kantenverrunden oder Kantenfräsen an, um Ihnen montagefertige Bauteile aus einer Hand zu liefern.
Ja, unsere moderne Laseranlage ist speziell für das präzise Schneiden komplexer und filigraner Konturen ausgelegt, um den hohen Anforderungen des Maschinenbaus gerecht zu werden.
Laserschneiden bietet besonders bei dünnen bis mittleren Blechen eine sehr hohe Geschwindigkeit und Präzision mit minimalem Wärmeeinfluss. Wasserstrahlschneiden ist ideal für maximale Präzision ohne jeglichen thermischen Einfluss, während Plasmaschneiden für dicke Materialien und Kosteneffizienz bei geringeren Präzisionsanforderungen geeignet ist. Unsere Tabelle oben bietet einen detaillierten Vergleich.
Unsere Laseranlage kann Bleche von [X] mm bis zu [Y] mm Dicke präzise schneiden.
Wir bearbeiten ein breites Spektrum an Edelstählen, von Standardqualitäten wie 1.4301 bis zu hochlegierten Sonderwerkstoffen wie 1.4539 oder 1.4547. Bei speziellen Anforderungen bitten wir Sie um direkte Kontaktaufnahme.

.webp)
